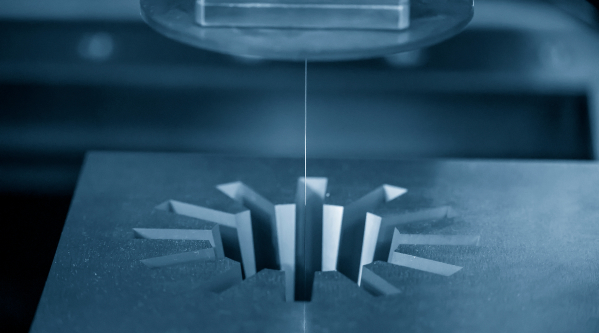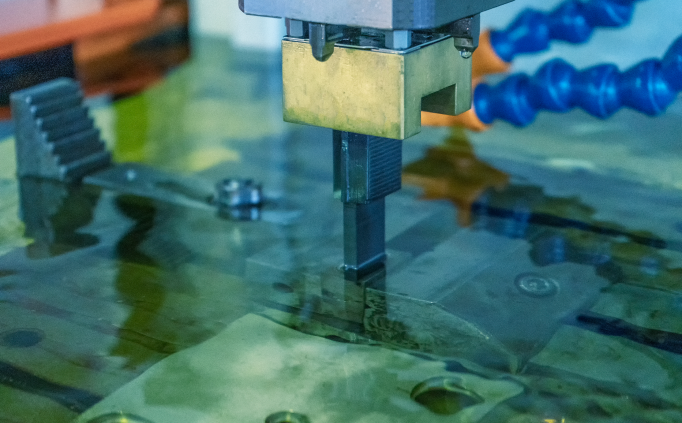














Fictiv offers two types of Electrical Discharge Machining (EDM) processes, which are useful for cutting deep pockets and complex features such as gears and holes with a keyway. EDM is also a non-contact machining method and does not exert cutting forces on the part, therefore it works particularly well for delicate structures.
- Home
- About Us
- Blog
- Capabilities
Sub-Processes
Plastic Materials
Processes Available
Post Processing
- Contact Us